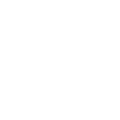
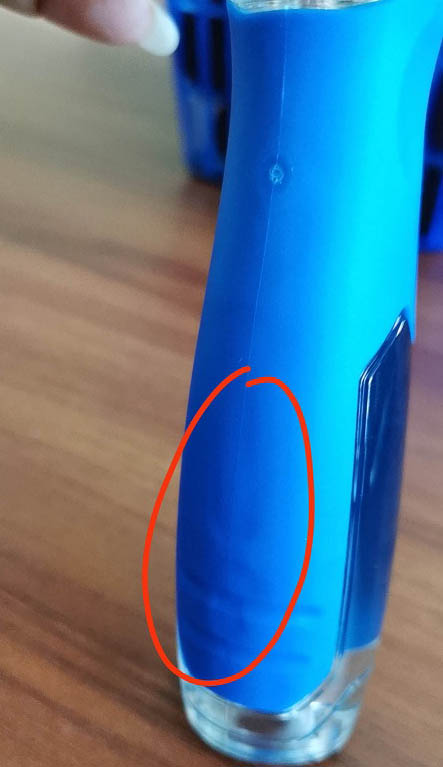
Dents in injection molded parts are all defects caused by insufficient melt replenishment when the thicker parts are cooled.
The shrinkage of plastic parts (surface shrinkage and internal shrinkage) The main reasons for such defects are improper control of molding conditions, mold defects, raw materials that do not meet the molding requirements, and unreasonable design of the shape of the plastic part.
1) Improper control of molding conditions.
If the injection pressure is too low, the injection and holding time are too short, the injection rate is too slow, the material temperature and mold temperature are too high, the plastic part is insufficient cooling, the temperature is too high during demolding, the temperature at the insert is too low or the insufficient material supply , all this will cause the surface of the plastic part to appear dent or uneven. The injection pressure and injection speed should be appropriately increased, the compression density of the melt should be increased, the injection and pressure holding time should be prolonged, the shrinkage of the melt should be compensated, and the injection backlash should be increased to solve the dent appearance in injection parts. But it will cause bumps if the holding pressure is too high.
Dents and sink marks can be solved by extending the holding time when it occur near the sprue. When dents occur in the position with thickness wall, the cooling time of the plastic part in the mold should be extended appropriately.
If dents caused by the too low temperature of the insert around the insert, dents and sink marks can be solved by increasing the temperature of the insert.
If dents caused by partial obstruction of the nozzle and injection pressure loss of Partial when the nozzle is too small. Nozzle must be replaced and clean to solve the dents.
In addition, plastic part must be fully cooled in the mold. On the one hand, it can appropriately reduce the temperature of the molten material by adjusting the temperature of the barrel. on the other hand, the setting of the mold cooling system can be changed to reduce the temperature of the cooling water. Otherwise, if the plastic part is demolded under insufficient cooling conditions, it not only will occur dent easily but also will occur dent in the ejector pin due to hard demolding.
2) Mold defects.
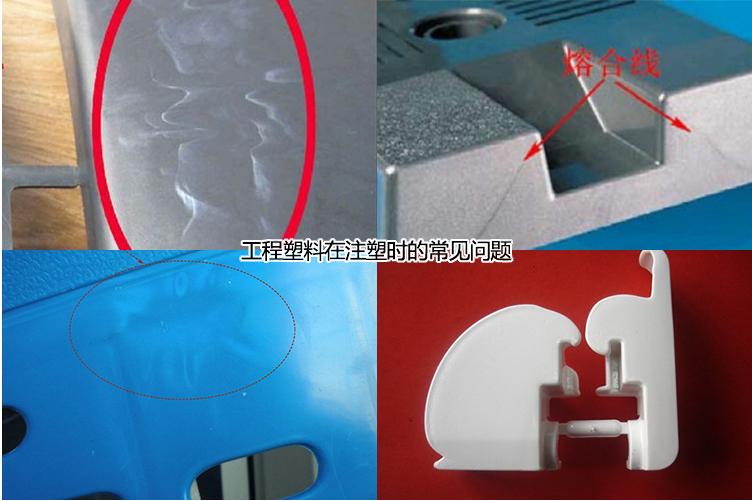
If the mold runner and sprue section are too small, the filling resistance is too large, the sprue setting is asymmetrical, the mold filling speed is unbalanced, the position of the feed inlet is unreasonably set, the poor mold exhaust which affect the feeding, pressure release which caused by mold wear, all these factors will cause depressions and sink marks on the surface of the plastic part. The sprue and runner cross-section should be appropriately enlarged. the sprue position should be set as symmetrical as possible, the inlet should be set in the thick-walled part of the plastic par to solve the dent appearance in injection parts.
It is generally caused by the poor flow of melt in a certain part of the mold structure which hinders pressure transmission if the dents and sink marks occur far away from the sprue. The structural size of the mold gating system should be appropriately expanded to solve the dent appearance in injection parts.
For thick-walled plastic parts, wing type sprue should be preferred. In this way, for the scene that plastic parts are not suitable for setting the sprue on the plastic part and the plastic parts that are prone to residual deformation at the gate after molding, it is a method that attach a wing-shaped sprue on the plastic part and set the sprue on the wing. Thereby transferring the concave defects of the plastic parts to the winglet, and the winglet will be cut off after the plastic parts are formed.
In addition, the mold should be checked frequently to check the decompression and exhaust.
3) The raw material does not meet the molding requirements.
If the shrinkage rate of the injection material is too large or poor flow performance, and the lubricant in the material is insufficient or the raw material moisture, all these will cause depressions and dents on the surface of the plastic part. Therefore, for plastic parts with relatively high requirements of surface, resin grades with low shrinkage should be used as much as possible.
If the injection depression is caused by the poor flow of the melt material, an appropriate amount of lubricant can be added to the raw material to improve the fluidity of the melt, or increase the structural size of the pouring system.
4) The shape and structure design of plastic parts is unreasonable
If the wall thicknesses of the plastic parts vary greatly, the thick-walled parts are prone to dents and sink marks due to insufficient pressure during molding. Therefore, thickness of plastic should be designing as consistent as possible. For special cases, if the wall thickness of the plastic parts differs greatly, it can be solved by adjusting the structural parameters of the sprue.
How to analyze and solve the dent problem in the plastic part surface?check the dent position and is it in fixed position.
Dent is appeared in fixed position
A.Dent is appeared in fixed position near the sprue (extend the holding time)

B. Dent is appeared in fixed position around the insert (increase the temperature of the insert)
C. Dent is appeared in fixed position away from the sprue (expand the structural size of the mold gating system and extend the sprue to the recessed part)
D. Dent is appeared in fixed position in the exhaust position at the tail (improve the exhaust conditions of the mold)
E. Dent is appeared in fixed position where is thickness (take wing sprue)
When serious dents appear in thick and large parts,it will be difficult to solve the problem. First of all, shortening the cooling time as much as possible to out the plastic parts off the mold early at high temperatures and ensure that the injection molded parts are not deformed. At this time, the temperature of the outer layer of the injection molded part is still high, and the surface is not too hardened, so the temperature difference between the inside and the surface is relatively small, which is conducive to the overall shrinkage, thereby reducing the concentrated shrinkage inside the injection molded part.
The shrinkage problem occurs mainly because the mold surface heats up and the cooling capacity decreases. The surface of the injection molded part that has just been solidified is still soft. The internal shrinkage cavity that has not been completely eliminated has formed a vacuum, causing the surface of the injection molded part to indent under the pressure of atmospheric pressure. Dent occur coupled with the effect of contraction force. And the slower the surface hardening speed, the easier it is to sunken.
Therefore, It must be properly cooled to keep the surface of the injection molded part to a certain degree of hardness when out the plastic part off the mold early. However, if the shrinkage problem is more serious and moderate cooling cannot be eliminated. it is necessary to take the method of freezing water chilling to quickly harden the surface of the injection molded part to prevent shrinkage, but internal shrinkage holes will still exist. If extending the injection time instead of extending the cooling time, the dent will be better prevented.
Finally, sometimes the above methods may not completely solve the problem, but it has been greatly improved. If the problem of surface shrinkage must be completely solved, adding an appropriate amount of anti-shrinking agent is also a last resort. Of course, transparent parts cannot do this.

If there are still sink marks on the surface of thick-walled parts, or plastic parts such as offset walls, use the gas-assisted injection molding will be solve the problem.
Dents appear in unfixed position: It may be caused by the too fast injection speed and the trapped and squeezed air. It is recommended to adjust the rate of injection, it is recommended to slow down injection speed first, then accelerate to the maximum injection speed, finally reduce to the lowest injection speed. Process like this will remove all the air.
Email Address
koslen@163.comContact Number
18900373733Address
Petrochemical light industry community,Wangchuan Town,Hui an County



If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.

 IPv6 network supported
IPv6 network supported